CUSTOMER LOGIN

Hibernating Your CNC System During Lockdown.

Hibernating Your CNC System During Lockdown.
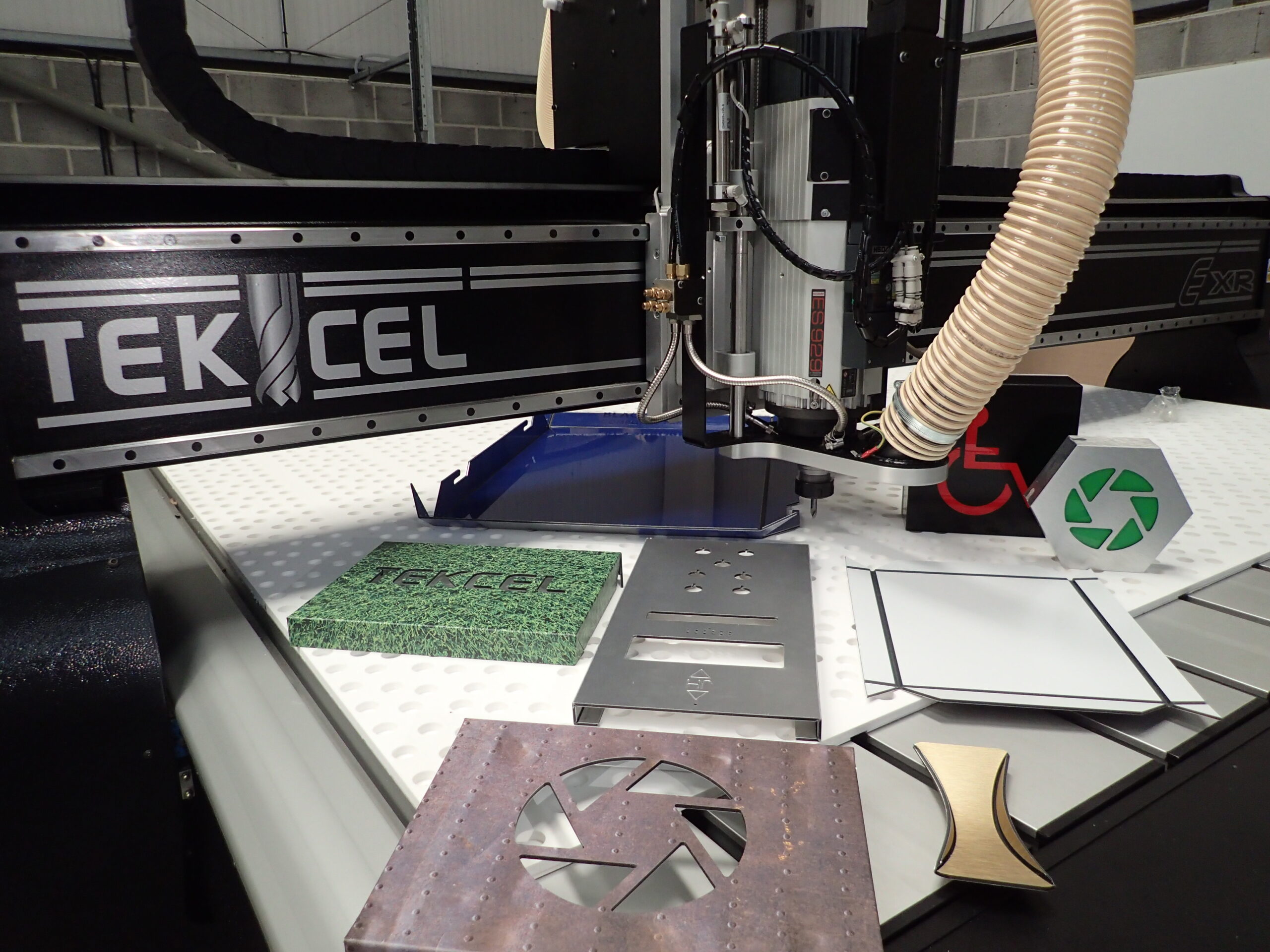
Coplan Ltd get on the case with a New Tekcel EXR 2m x 3mHopefully you’re keeping safe and well during these challenging times and hope you’ve had the opportunity to ensure that your employees, customers and colleagues are all safe from COVID-19 in accordance with government directives. With this in mind, now would be a really good time to consider the potential impact on your CNC equipment and make sure it’s fully ready to get straight back to work for you, when we all return.
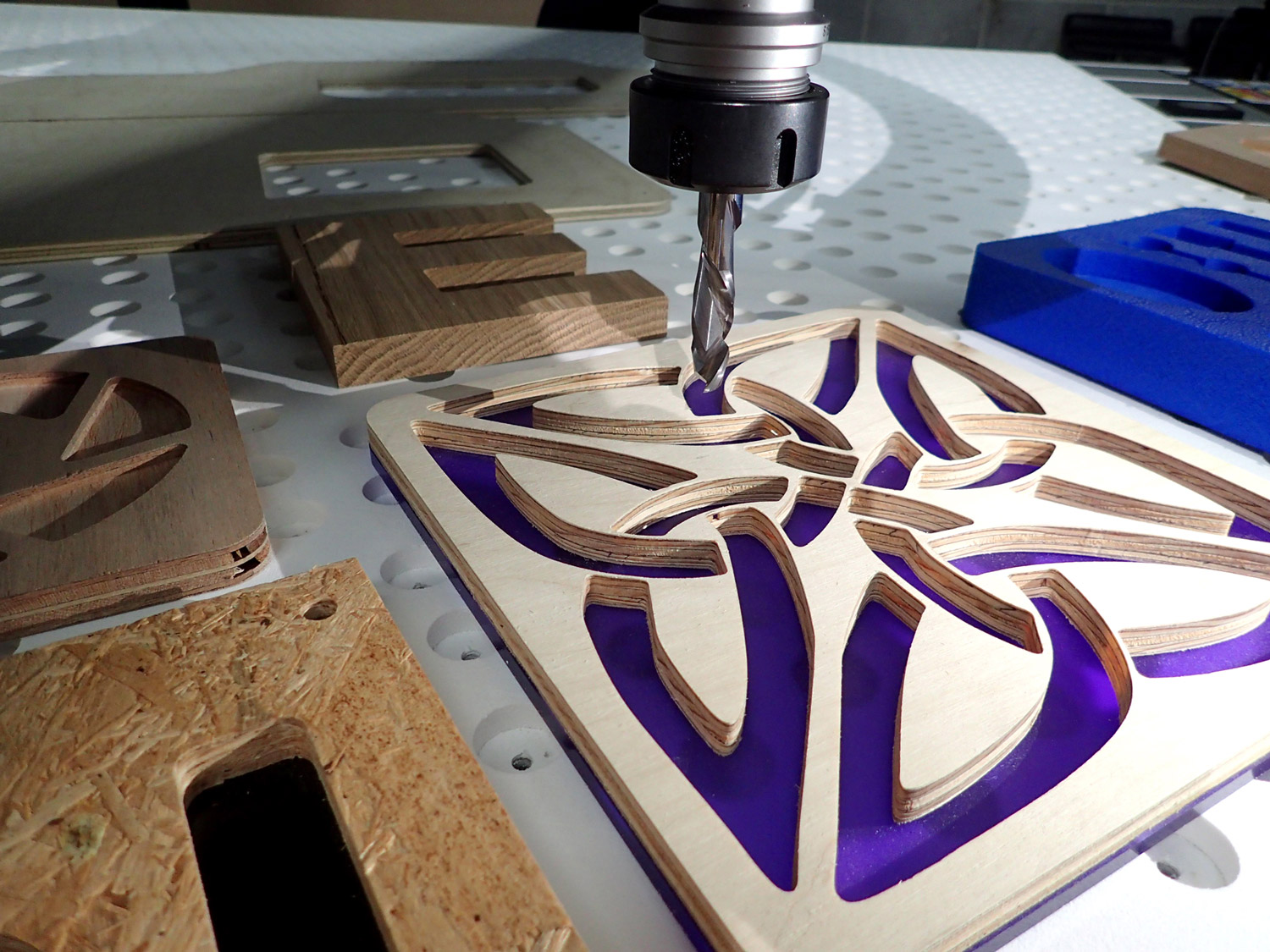
Good quality CNC routing systems, such as Tekcel CNC Routers, are designed for sustained, heavy-duty use. Many of our customers rely & run their systems not just nine to five but 24/7, running shift work day and night. Good CNC manufacturers, like Tekcel, bear that in mind when designing various elements of the machine, such as rigidity, electrical components, drive systems, bearings, spindles & servo motors, which are all intended to work & perform very hard, during their lifetime. However, this means that when CNC systems are left idle or not turned on and moved for lengthy periods, for example during a shutdown, they could suffer damage. This could result in costly repairs but can be easily avoided with some simple steps. Here’s a checklist of what we recommend for all Tekcel CNC systems.
1. Make sure your CNC machine is fully cleaned and vacuumed on the table surface and all around the critical areas of the machine, leaving it free from swarf, dust and debris.
2. Spray all Linear Guide Rails & Linear Guide Rails Bearings on the X, Y & Z axis with PTFE-400 silicon free lubricant spray and then manually move the machine around on all axis for a few minutes. Once you have done this, clean and wipe off the excess spray, along with any debris created on the rails or around the bearing blocks. Find silicon free lubricant spray here.
3. Using the specified Grease and Grease Gun, apply 2 pumps of grease ONLY to the Linear guide rail bearing blocks on the X, Y & Z axis and wipe off the excess grease from the grease nipples. Once you have greased all the linear guide rail bearing blocks, slowly move the machine around on all axis to start with, for a couple of minutes, so as the grease is evenly dispersed along the rails. If clumps of grease appear, then just smear the grease evenly along the rails https://www.completecnc.co.uk/cnc-router-tooling/router-accessories/grease-gun-and-refill
4. Spray all Ball Screw & Ball Nut Bearings on the X, Y & Z axis with PTFE-400 silicon free lubricant spray and then manually move the machine around on all axis for a few minutes. Once you have done this, clean and wipe off the excess spray, along with any debris created on the Ball Screw or around the Ball Nut bearing. Find silicon free lubricant spray it here.
5. Using the specified Grease and Grease Gun, apply 2 pumps of grease ONLY to the Ball Nut Bearings on the X, Y & Z axis and wipe off the excess grease from the grease nipples. Once you have greased all the Ball Nut Bearings, slowly move the machine around on all axis to start with, for a couple of minutes, so as the grease is evenly dispersed along the Ball Screws. If clumps of grease appear, then just smear the grease evenly along the Ball Screws. Find grease and grease gun here.
6. Check and replace your Vacuum Pump filters with new ones from Complete CNC. Make sure you clean the filter housing and refit the new filter correctly. Replacing a filter will always give you much better hold down through your vacuum table, as long as your table surface is in good condition, free from debris and no blocked holes. It’s also a good Idea to skim your sacrificial surface when you return, so as you start with a fresh, flat surface.
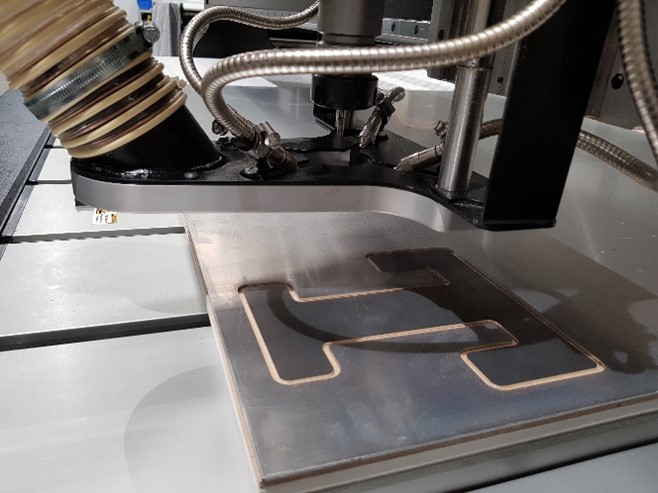
7. Your Spindle Motor is one of the most important parts of your machine and it’s well worth looking after. Make sure there are NO tool holders left in the spindle when not in use. We recommend a quick spray of PTFE-400 up inside the spindle taper and a wipe around to keep this lubricated. It’s a good idea, once you have done this, to pick up and drop off a couple of tool holders to disperse the spray inside the spindle gripper. Wipe away any excess spray. Find silicon free lubricant spray here.
8. Tool Holders, Tooling & Collets are all very important too, so we recommend you remove all tool holders from the ATC Tool Rack. Fully disassemble the Tool Holder, by undoing the collet nut and removing the tool and collet. Spray the tool holder and collet nut with PTFE-400 spray and clean thoroughly. Now would be a really good time to replace all old and worn collets and don’t forget to stock up on new, fresh tooling too. Check your black Tool Holder Grippers for wear and please replace these accordingly as loose & worn Tool Holder Grippers can damage your spindle over time, so should be regularly replaced. Tooling available here.
9. Make sure your Dust Extraction System is emptied and that all the filters are thoroughly cleaned. Check the functionality of the system and replace any parts as you see fit. Check all hoses for any blockages or trapped debris and replace any broken hoses
10. Top up your metal cutting mist coolant system with fresh mist coolant fluid if applicable. Find mist coolant here.
11. Finally, once you have fully completed these tasks, turn your machine off and unplug / isolate the power supply. It’s also a good idea to throw a cover over the whole machine, if possible, so as it’s kept free from dust and debris during this break.
Remember, all being well, you’ll be back working again soon, so if you can, take care of all those small maintenance jobs, repairs, cleaning and tidying. Prepare your equipment and workplace now to hit the ground running at the end of the lockdown. Remember, we’re here to help you, so just contact us and above all, stay safe & well.
Tel: 01934 742186 or Email: info@completecnc.co.uk
Julian Sage, Managing Director, Complete CNC Solutions Ltd
Further Blog Posts
Jul / 2026
How CNC cutting is reshaping retail interiors and displays

Jul / 2026
Why short-run structural packaging is becoming a CNC opportunity

Jun / 2026
The case for an ATC router in a metal fabrication shop
Jun / 2026
What makes the Tekcel EXR CNC Router different?
May / 2026
5 signs your CNC setup is making training harder

May / 2026
Where Remakes Really Come From in CNC Supported Joinery

Apr / 2026
Why Material Handling Has Become a Bigger Issue in Modern Sign Production

Mar / 2026
Why Two Operators Get Two Different Results on the Same CNC Router
Mar / 2026
The Overlooked Link Between CNC Reliability and Staff Retention

Mar / 2026
Why Some CNC Workshops Underquote Even When Demand Is Strong

Feb / 2026
Rethinking CNC Investment

Feb / 2026
What CNC Shops Miss When They Judge Tooling by Price
Jan / 2026
What 2025 Taught Us About CNC Performance

Jan / 2026
Design Your CNC Process Around the Cutter, Not the Other Way Round
Dec / 2025
The Multi Material CNC Toolkit for Vehicle Converters

Dec / 2025
CNC Engineers Reveal the Top Maintenance Mistakes to Avoid

Nov / 2025
Measuring Yield & Waste in Your CNC Shop: KPIs & What to Aim For
Oct / 2025
How CNC Automation Helps UK Manufacturers Beat Rising Costs

Oct / 2025
Why do CNC Router Tools Really Break? And How to Prevent It.

Sep / 2025
The Rise of Wood: Is the Industry Shifting Away from Plastics?
Sep / 2025
Choosing CNC Tooling: What Matters and Why It Pays to Buy from Specialists

Aug / 2025
Avoid These CNC Pitfalls in Illuminated Signmaking
Aug / 2025
Essential CNC Router Tips for Cutting Acrylic
Aug / 2025
Nesting Your Way to Better Margins in Joinery

Jul / 2025
Is Your CNC Router Holding Your Business Back?
Jul / 2025
Can a CNC Router Cover Lots of Different Industries?

Jun / 2025
Why Case Makers Should Be Cutting Foam In-House With a CNC Router
May / 2025
FAQ: What Tips Do You Have For Cutting MDF?

May / 2025
Thinking About Investing in a CNC Router?
Apr / 2025
Why Tekcel EXR is the CNC Router You Need
Apr / 2025
CNC Woodworking Without The Headaches

Mar / 2025
No More Botched Cuts on Plastics & Acrylics!

Mar / 2025
Struggling with Tool Wear?
Feb / 2025
How to Successfully Cut Small Shapes Without Them Moving

Feb / 2025
Documenting CNC Router Settings and Processes for Future Success

Feb / 2025
Training Tailored For Success With Your Tekcel CNC Router

Jan / 2025
Stay Ahead with Software Updates for Your Tekcel CNC Router

Jan / 2025
Revolutionise Signage with Tekcel CNC and Precision ACM Tooling
Dec / 2024
Cutting it Close? Know When to Change Your Collet for Safe, Sharp Results

Nov / 2024
How to Avoid Burning and Furring When Cutting Wood with a CNC Router

Nov / 2024
How to choose the right CNC tool for the job/material

Nov / 2024
Which CNC Router covers all the bases for a signage manufacturer?
Oct / 2024
The Tekcel – High Pressure Mist Coolant System for Metal Cutting
Oct / 2024
Tekcel CNC Routers – Furniture & Woodworkers dream machine

Oct / 2024
Start with a “Tekcel CNC” for the best finish…
Oct / 2024
Under the Bonnet of a Tekcel EXR CNC Router

Sep / 2024
How to Skim the MDF Sacrificial Bed on your Tekcel CNC Router: A Step-by-Step Guide
Aug / 2024
What is an ATC and why do I need one?

Aug / 2024
Tekcel CNC for ACM (Aluminium Composite Material) Signage:
Jun / 2024
The Benefits of Acrylic

Jun / 2024
CNC for DFM

May / 2024
The Unbreakable Rules!

May / 2024
Welcome to the world of CAD/CAM

Apr / 2024
10 Tips for Successful Aluminium Cutting with CNC Routers

Feb / 2024
Mastering the Art of Tekcel CNC Router Speeds and Feeds: A Comprehensive Guide
Feb / 2024
CNC Routers For Sign Making

Feb / 2024
Cutting Acrylic With Your CNC Router
Feb / 2024
Collets: An Essential Tool

Jan / 2024
Calling all converters: How CNC Routers Elevate Vehicle Conversions

Jan / 2024
The Right tool for the job

Dec / 2023
What is the cutting speed of a CNC router?
Dec / 2023
Unravelling the Mystery: Common themes overlooked with CNC Routers

Nov / 2023
CNC Router Maintenance Guide for Longevity and Efficiency

Nov / 2023
Tekcel Graphical User Interface

Oct / 2023
Unlock the World of Carving with CNC Routers!

Oct / 2023
Can a CNC Router Carve Intricate Details? Yes!
Sep / 2023
How a Tekcel CNC machine can provide value for your business
Sep / 2023
Elevating Point of Sale Production with CNC Machines

Jul / 2023
Why Sign Makers are Upgrading to CNC Cutting Machines
Apr / 2020
Hibernating Your CNC System During Lockdown.
Jan / 2020
START BIG. GET BIGGER.

Nov / 2019
START WITH THE FINISH. FINISH WITH A PROFIT.

Jul / 2019
HEAVY METAL. LIGHT WORK.

Jun / 2019
MAKE MORE WITH CORREX
Jun / 2019
HOW SHOULD I APPROACH CUTTING OF SOLID SURFACE MATERIALS, CORIAN, AVONITE, THAT KIND OF THING?

Mar / 2019
Achieving good results when you’re routing Woods, MDF, Laminates or Ply

Dec / 2018
HOW DO I GET THE BEST RESULTS POSSIBLE WHEN I’M CUTTING ACM ON MY CNC ROUTER?
Nov / 2018
HOW CAN I GROW MY SIGNAGE AND GRAPHICS BUSINESS?

Nov / 2018
HOW CAN I REDUCE THE TIME I SPEND POLISHING THE EDGE ON THE OUTPUT FROM MY CNC ROUTER?

Nov / 2018
THE FLATTER THE BETTER

Oct / 2018
IS MY BUSINESS READY TO BUY A CNC ROUTER?

Oct / 2018
HEARD AT A TRADE SHOW

Sep / 2018
THE IMPORTANCE OF CHANGING CNC ROUTER COLLETS REGULARLY

Apr / 2018
WITH YOU ALL THE WAY
