CUSTOMER LOGIN

Why Material Handling Has Become a Bigger Issue in Modern Sign Production
Why Material Handling Has Become a Bigger Issue in Modern Sign Production

In many sign and display businesses, print speed is no longer the part of the workflow under the most pressure. Printers are faster. Turnaround expectations are tighter. Short-run work is normal. Jobs move through the front end of production quickly.
That has shifted the pressure further downstream.
Boards still need to be loaded, secured, routed, trimmed, finished and prepared for installation or dispatch. That is where material handling has become a bigger issue, especially for businesses processing large sheets, mixed substrates and short lead times.
This matters because material handling is not just a physical task. It shapes finish quality, routing speed, setup stability and how reliably the whole finishing stage performs under pressure.
When sign businesses review output problems, they often look first at print, software or labour. In many cases, the more immediate issue is simpler: the routing side of the workflow is being asked to handle more volume, more variation and less time for error.
Faster print has changed where delays show up
Once print throughput improves, the next bottleneck becomes more visible.
That is often the stage where printed boards and rigid media have to be moved onto the router, positioned accurately, held securely and finished without damage. The printer may be ready for the next job, but the work is still waiting to be routed and prepared.
That delay has real operational consequences. Jobs stack up. Installation deadlines tighten. Operators rush changeovers. Damage risk increases. The business starts feeling slow at the back end even when the front end appears efficient.
This is why routing and board handling deserve more attention than they sometimes get. When the workflow after print is under strain, overall production speed is no longer being set by the printer alone.

Bigger boards and more varied materials increase handling pressure
Modern sign production often involves a wide mix of materials: ACM, acrylic, PVC foam board, aluminium-faced products, printed boards and display substrates with different levels of rigidity, surface sensitivity and handling risk.
That mix changes the job on the CNC side.
A large rigid board is not just another sheet to load. It can be awkward to move, vulnerable to marking and difficult to position consistently if the handling method is not well controlled. Even when the cutting program is correct, poor handling can introduce movement, misalignment or surface damage before the spindle starts doing useful work.
This becomes more significant when short runs are frequent. The business is not repeating the same sheet all day. It is switching between job types, materials and sizes, which means material handling discipline matters more, not less.
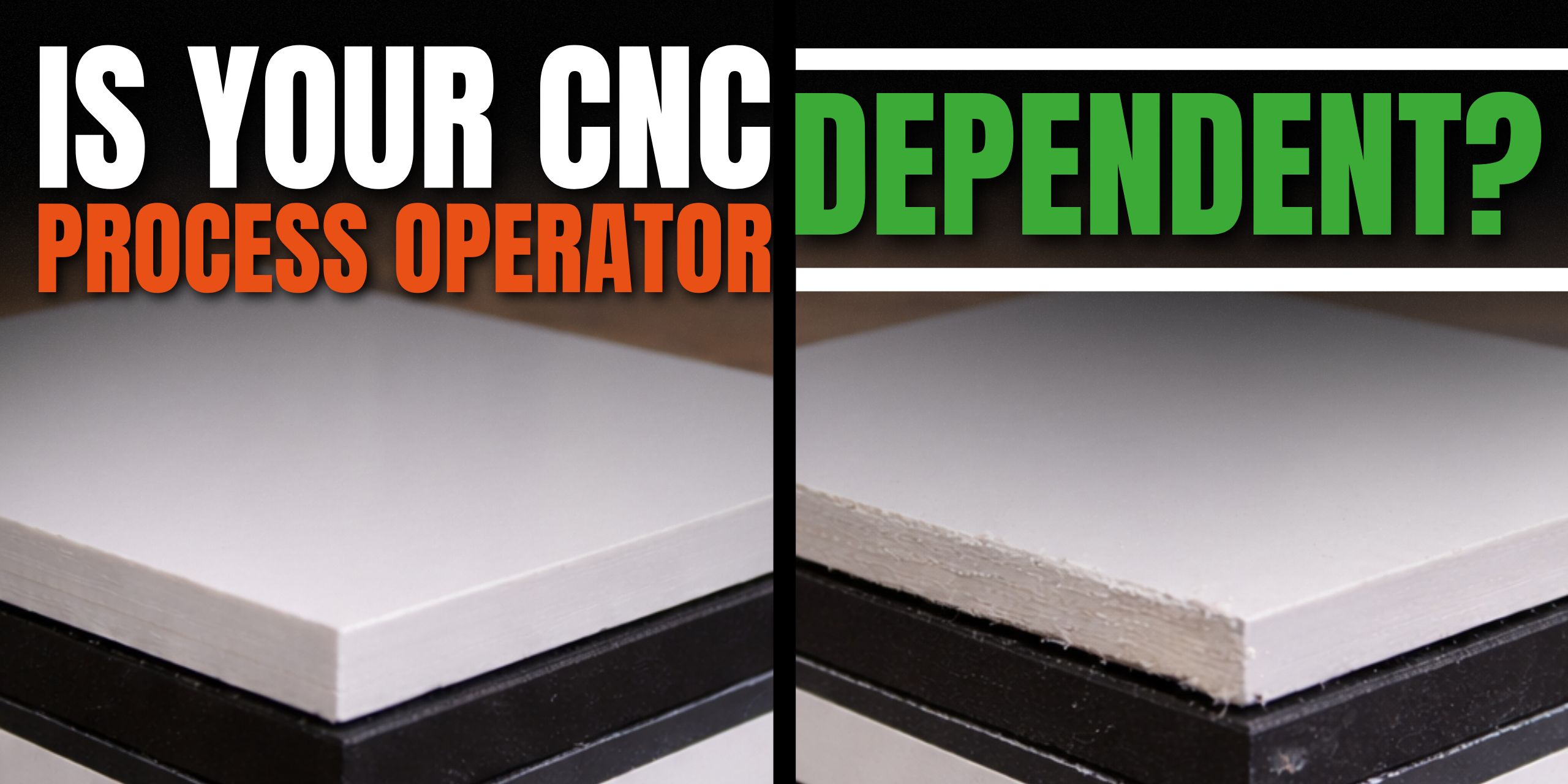
Small handling problems create larger finishing problems
Material handling issues rarely stay isolated.
If a board is not positioned cleanly, the cut may still complete but the finish may suffer. If hold-down is inconsistent, edge quality can vary. If operators need to reposition material manually, cycle-to-cycle repeatability drops. If a surface is marked during loading or unloading, the job may be technically finished but commercially compromised.
That is why handling should not be treated as a separate issue from routing quality.
In practice, they are linked.
The router can only produce stable, repeatable output when the material is being presented to it properly. Poor handling undermines the machine before the cut begins and often leaves the business paying for the result later, through wasted time, remakes or slower throughput.
Manual handling also affects how much useful machine time you get
When people think about CNC productivity, they often think about spindle speed, feed rates or cutting performance.
Those things matter, but they are only part of the picture.
If a large share of operator time is being spent wrestling awkward sheets, correcting placement, rechecking hold-down or moving finished boards carefully to avoid damage, then useful machine time is being lost around the cut rather than during it.
That loss is easy to underestimate because it does not always appear as a machine fault. It appears as drag around the process. Jobs take longer to complete. Setups feel heavier. More labour is tied up in getting material on and off the bed cleanly. The machine may not be idle for long, but the workflow still feels harder than it should.
For sign businesses trying to protect margins on faster-turning work, that drag matters.

Better material handling improves more than speed
The value of better handling is not just faster movement of sheets.
It is better control across the whole finishing stage.
That includes:
- more stable positioning
- more consistent hold-down
- lower risk of surface damage
- cleaner finishing output
- less operator strain around large or awkward materials
- smoother flow from print into routing and dispatch
That is also why the right CNC setup matters. The router is not operating in isolation. Bed size, workholding, vacuum performance, material support and the general practicality of the machine in day-to-day use all influence how well sign production runs when deadlines are tight.
The real question is whether finishing can keep up
For many sign and display businesses, the challenge is no longer whether the front end of production can move the job quickly enough.
It is whether the CNC finishing stage can support the pace the rest of the workflow has already set.
That is where material handling becomes commercially important. It affects throughput, finish quality, labour demand and how confidently the business can commit to deadlines.
When those pressures start building, the answer is often to look more closely at what happens once the board reaches the router.
In sign production, router choice should be judged on more than cutting speed alone. It also needs to support stable handling, reliable hold-down and consistent finishing under real production pressure.
If material handling is starting to affect throughput or finish quality, speak to our team.
Further Blog Posts
Jul / 2026
How CNC cutting is reshaping retail interiors and displays

Jul / 2026
Why short-run structural packaging is becoming a CNC opportunity

Jun / 2026
The case for an ATC router in a metal fabrication shop
Jun / 2026
What makes the Tekcel EXR CNC Router different?
May / 2026
5 signs your CNC setup is making training harder

May / 2026
Where Remakes Really Come From in CNC Supported Joinery

Apr / 2026
Why Material Handling Has Become a Bigger Issue in Modern Sign Production
Mar / 2026
Why Two Operators Get Two Different Results on the Same CNC Router