CUSTOMER LOGIN

The case for an ATC router in a metal fabrication shop
The case for an ATC router in a metal fabrication shop
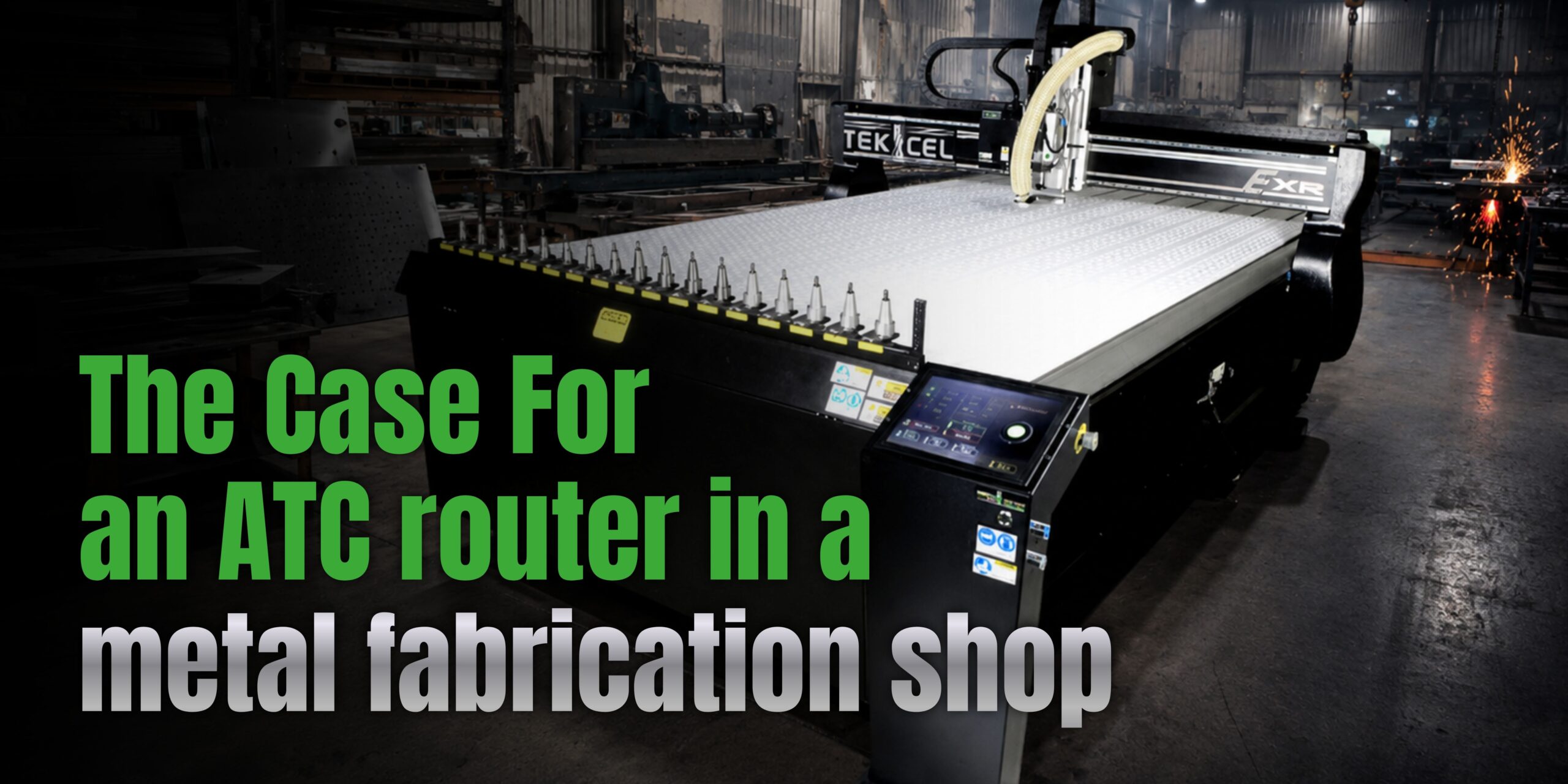
Metal fabrication shops do not usually lose time on the idea of cutting metal on a router. They lose it in the handoffs around the cut.
One job goes from profiling to drilling, then into a second setup for pockets, then somewhere else again for engraved details or part marking. None of those steps sounds dramatic on its own. Together, they slow the work down, create more handling, and make consistency harder to protect once the part leaves the first process.
That is why an ATC router becomes much more interesting in a metal fabrication environment than people sometimes expect. It is not just about changing tools automatically. It is about whether the same platform can move through drilling, pocketing, profiling and engraving in one setup without turning routine ACM, aluminium, brass, copper or lighter stainless work into a stop-start process.
Metalwork still gets fragmented too easily
A lot of metal fabrication shops still process routable metal work in a way that reflects the equipment they already have, not the workflow they would choose from scratch. Sheet or profile work might be routed on one machine, drilled elsewhere, then sent on again for additional detailing or marking.
That creates more movement than the job really needs. It also puts accuracy at the mercy of every repositioning step. Once the part has been handled more than necessary, the process starts depending on care and checking rather than on the setup doing the hard work properly.
If the work regularly involves ACM, aluminium, brass, copper or thinner stainless components with multiple operations, the question is no longer just whether the machine can cut the shape. It is whether it can complete more of the job before the part ever leaves the bed.
Tool changes are not the real issue. Interrupted flow is.
Manual tool changing sounds like a small delay until it sits inside real production. The problem is not only the minutes lost at the spindle. The bigger problem is what repeated stopping does to the rhythm of the job.
Every pause creates another chance for interruption, another moment for checking, and another opportunity for small mistakes to creep in. In a metal fabrication shop, that adds up quickly on ACM panels, aluminium fascia work, folded component parts, routed plates, control panels, tags, brackets and similar short-to-medium run jobs.
An ATC changes that by letting the router move from one operation to the next without turning a mixed-process part into a series of manual restarts. The gain is not only speed. It is cleaner flow.

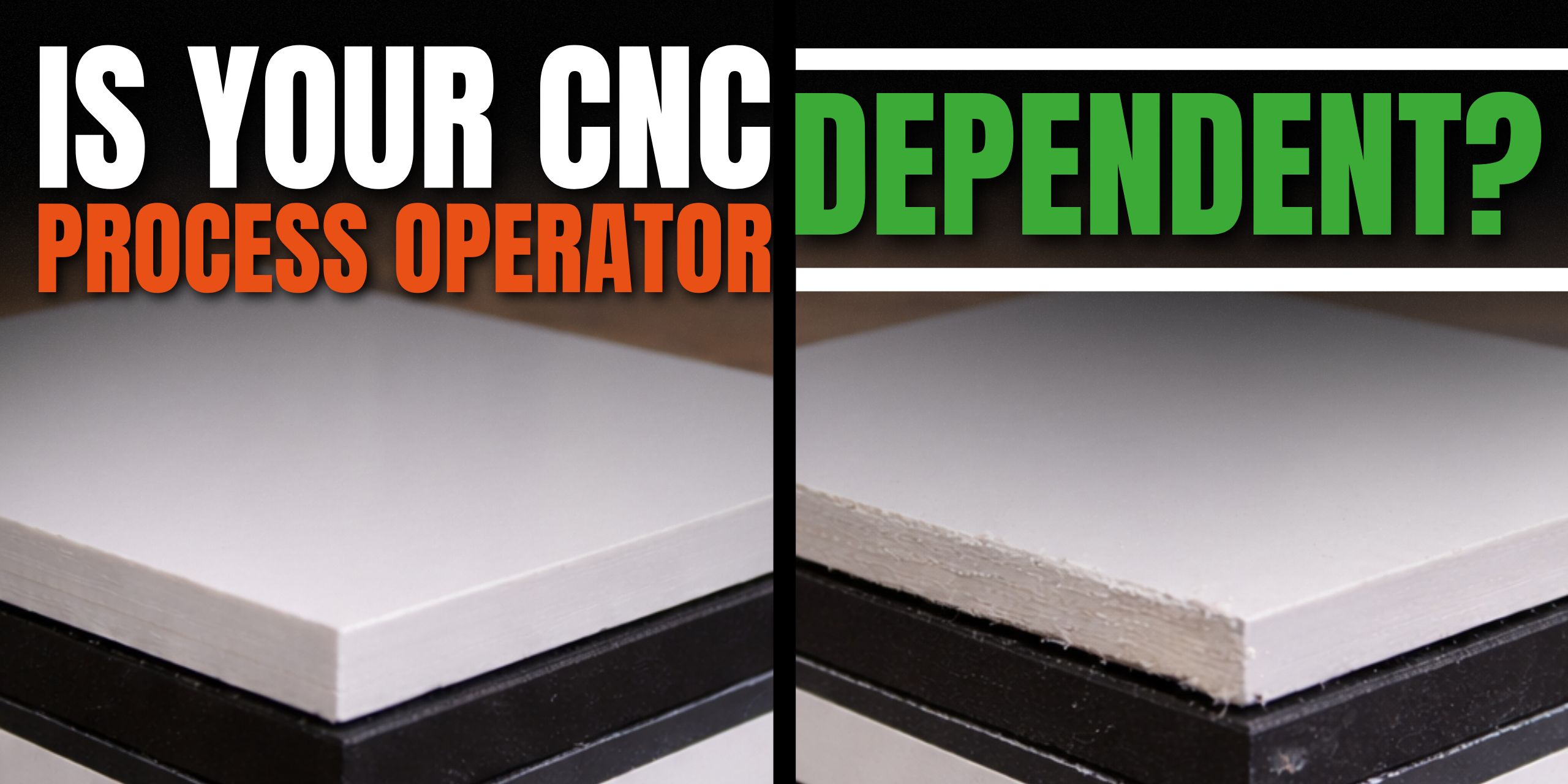
One setup changes the quality of the result as well as the pace
There is a practical difference between a part that has stayed in one controlled setup and a part that has been moved from process to process. Hole positions stay related to the profile. Pocket depths stay tied to the same datum. Engraved or marked features stay where they were meant to be instead of being aligned again later.
In metal fabrication, a lot of this work is not judged only on whether it was cut. It is judged on whether the finished part arrives ready to fold, fix, assemble, label or install without extra correction.
Once the same platform can drill, pocket, profile and engrave in one run, the router stops being just a cutting station and starts acting more like a finished-part process.
This gets more valuable on mixed jobs than on huge runs
The strongest case for an ATC router in a metal fabrication shop is not always high-volume repetition. It is often mixed work.
Short-run metal jobs rarely arrive in a clean single-operation format. One order might need simple profiling. The next might need pockets, rebates, drilled holes and engraved identification. Another may involve architectural panels, control fascias, fixtures, jigs or machined extrusions that combine several operations in one component.
That kind of variation is where manual tool changes become more of a drag. The more the job mix changes, the more valuable automatic tool changing becomes because it protects output from that variation rather than letting variation slow the whole day down.
The machine needs to suit metalwork, not just routing in general
This is where some buying decisions go wrong. A router can look capable on paper and still feel light once metalwork becomes part of the weekly output.
For metal fabrication, the more useful questions are:
- Can the machine hold steady positional accuracy across several operations on the same part?
- Can it support suitable tooling and mist coolant for ACM, aluminium, copper, brass and lighter stainless work?
- Can it move cleanly between drilling, pocketing, profiling and engraving without constant manual disruption?
- Can it keep the part stable enough for repeatable hole locations and consistent finish quality?
- Can it do all that often enough to change how the shop plans work?
Those questions are more valuable than generic claims about versatility because they tie the router directly to the kind of output a fabrication shop is trying to improve.
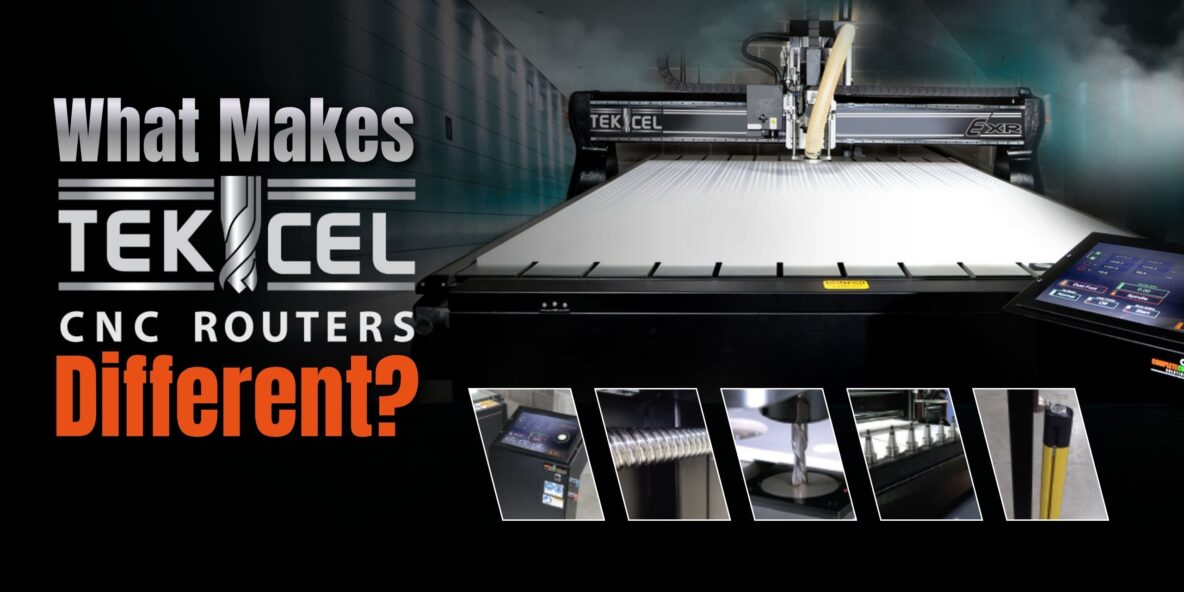
This is where the Tekcel EXR becomes relevant
Tekcel systems already support metal fabrication and engineering work including structural components, machined extrusions, fixtures, jigs and architectural applications. That is important, because it means the metalwork conversation is not being forced onto a machine that only makes sense in signage or sheet plastics.
The Tekcel EXR includes a 17-seat automatic tool bay alongside a 9kW HSD spindle, ball screw drives on every axis, digital servo motors with encoders, automatic tool length sensing and mist coolant options. It covers ACM, aluminium, copper, brass and stainless steel, giving a fabrication business a stronger platform for moving between multiple metalworking operations without breaking the setup apart every time the part changes.
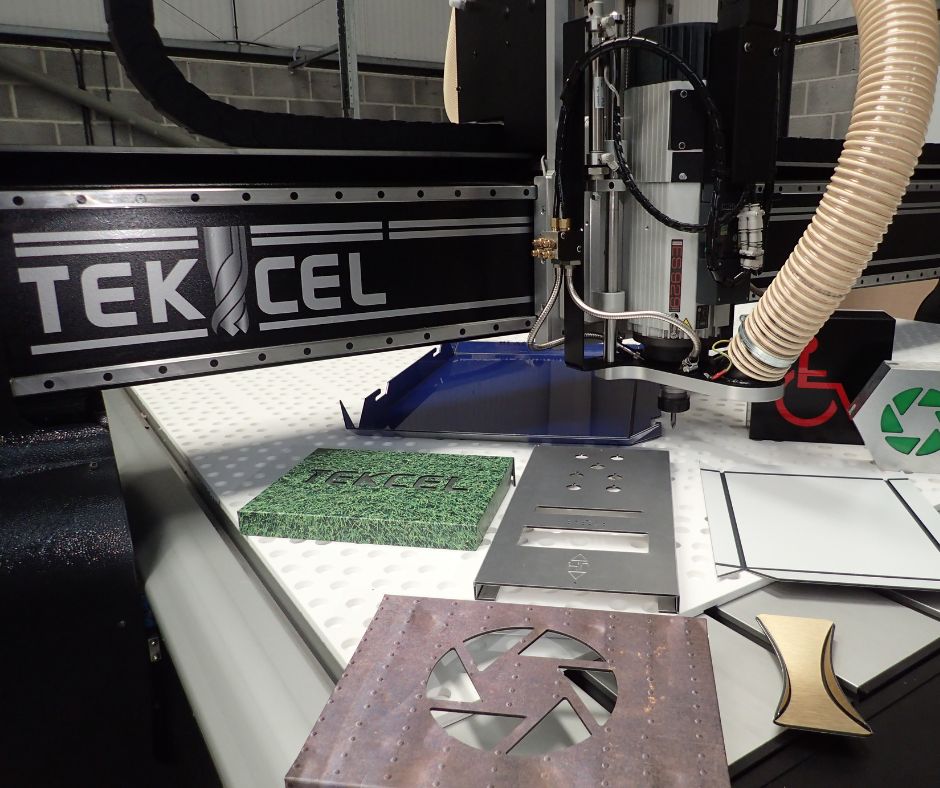
That does not mean every metal job belongs on a router. It does mean that a lot of ACM and lighter-gauge non-ferrous work, plus selected stainless applications, which are still being split across separate processes can often be brought into a much more controlled and productive flow on one CNC platform.
A bigger gain is the work you stop outsourcing or re-routing internally
If ACM panels, aluminium control panels, engraved plates, routed brackets, machined fascia work or shaped architectural parts can be completed more fully on one platform, there is less reason to pass them around the building or out to another supplier. That keeps lead time tighter and gives the fabrication business more control over finish quality, scheduling and margin.
The value is not only that Tekcel systems can process the material. It is that they help businesses reduce reliance on contracted services, retain control, and capture more of the available profit.
The real question is how often the work already points this way
In shops where this kind of multi-operation metalwork only comes up occasionally, an ATC router may sit further down the list.
But if drilling, pocketing, profiling and engraving are already appearing regularly across ACM, aluminium or other routable metal jobs in the same workflow, the case gets harder to ignore. At that point, the business is usually not choosing whether to automate tool changing in theory. It is deciding whether to keep paying for fragmentation in practice.
For businesses reaching that point, the Tekcel EXR Trade-In Programme offers a simple route into a more capable platform.
See how the Trade-In Programme works
Further Blog Posts
Jul / 2026
How CNC cutting is reshaping retail interiors and displays

Jul / 2026
Why short-run structural packaging is becoming a CNC opportunity

Jun / 2026
The case for an ATC router in a metal fabrication shop
Jun / 2026
What makes the Tekcel EXR CNC Router different?
May / 2026
5 signs your CNC setup is making training harder

May / 2026
Where Remakes Really Come From in CNC Supported Joinery

Apr / 2026
Why Material Handling Has Become a Bigger Issue in Modern Sign Production

Mar / 2026
Why Two Operators Get Two Different Results on the Same CNC Router