CUSTOMER LOGIN

Why Two Operators Get Two Different Results on the Same CNC Router
Why Two Operators Get Two Different Results on the Same CNC Router
When Output Depends on the Individual
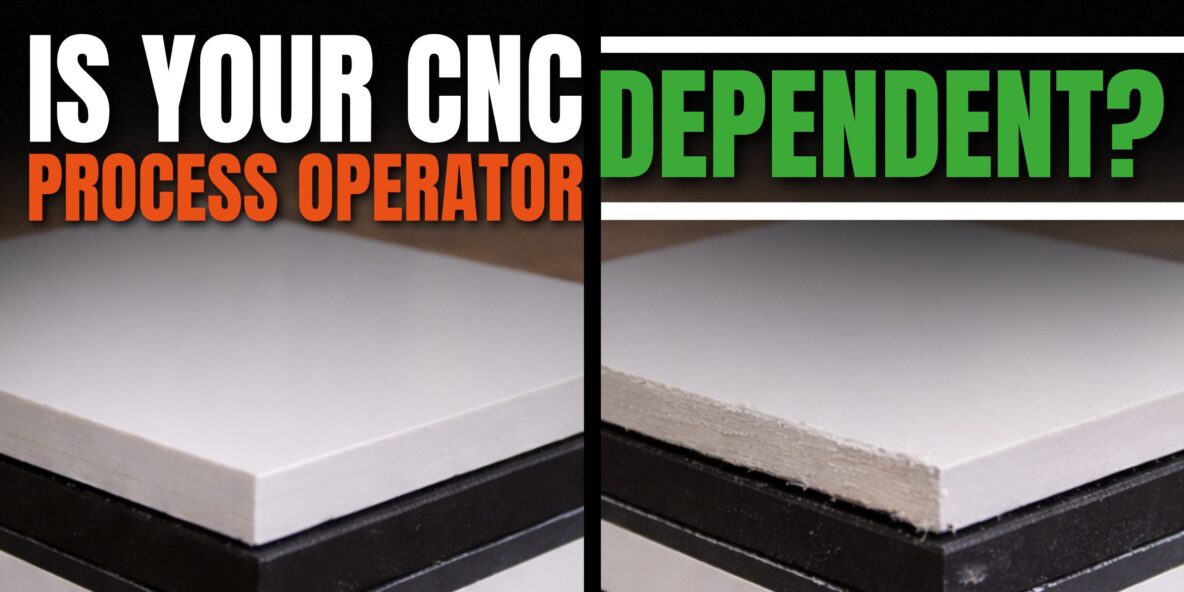
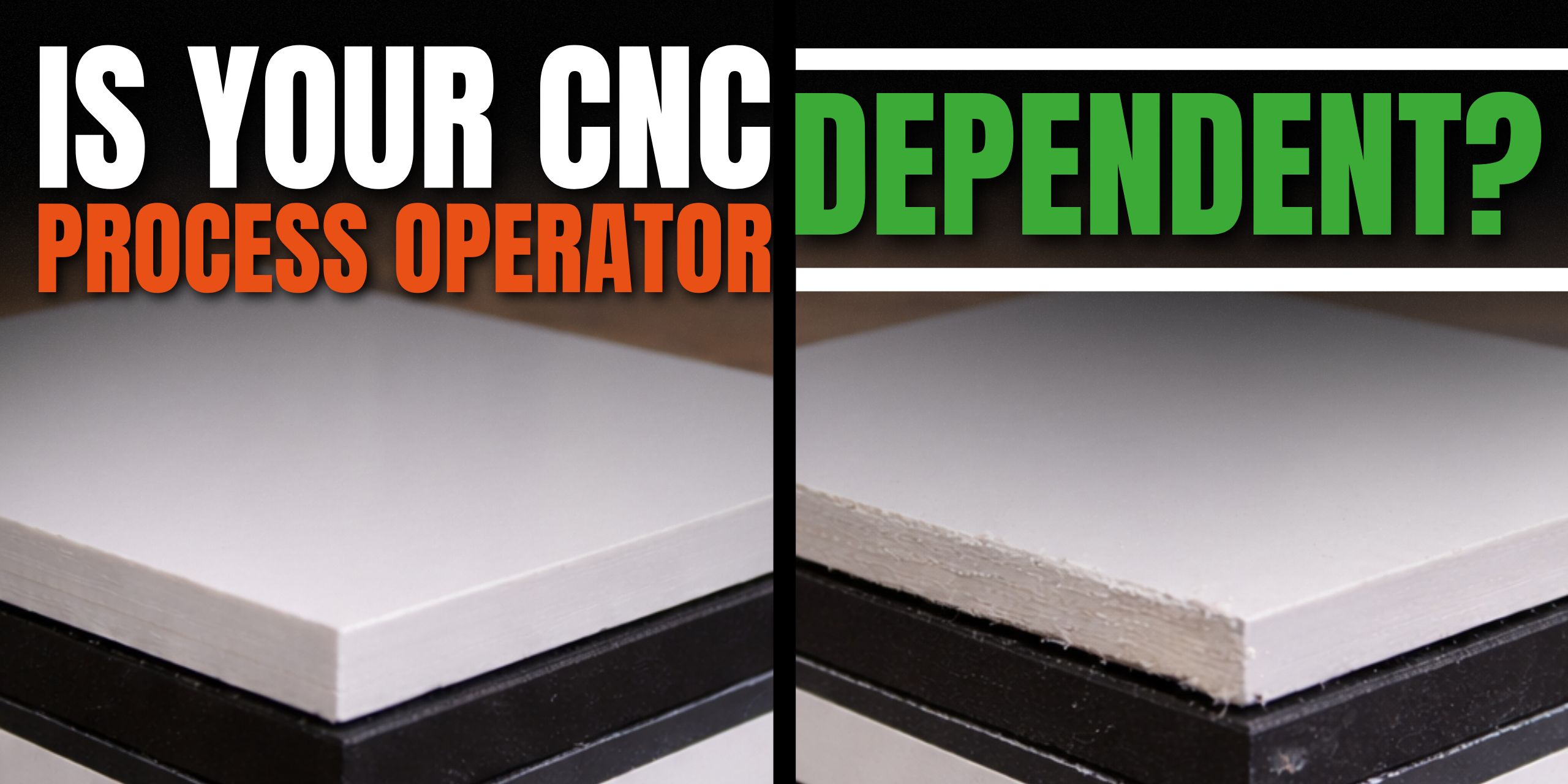
Walk into almost any busy workshop and you will hear a familiar observation. One operator is known for producing a cleaner edge. Another is relied upon when tolerances are tight. On the surface, this reflects experience and competence. Underneath, it can reveal something more structural.
When two capable operators achieve noticeably different results on the same CNC router, the explanation is rarely about talent alone. More often, it points to a process that depends too heavily on individual judgement rather than defined standards.
CNC routers are engineered for repeatability. Toolpaths are programmed, code is consistent and motion control is digitally governed. In theory, the machine should behave the same way every time a cycle begins. In practice, output can vary because many of the small decisions that influence quality are never formally documented.
Feed rates are adjusted instinctively. Depth passes are modified during setup. A cutter is substituted because one operator prefers a particular geometry. A sheet is positioned slightly differently because experience suggests it behaves better that way. None of these decisions are careless. They are the product of accumulated knowledge. However, when those adjustments exist only in memory, performance becomes personality dependent.
The Gap Between Code and Reality
Every experienced CNC operator builds judgement over time. They recognise subtle material behaviour. They detect when a cut sounds slightly different. They anticipate how a sheet may react before it does.
That knowledge is valuable. The issue arises when it remains informal.
When performance relies on experience alone, variation becomes embedded in the workflow. Training new staff takes longer because understanding is transferred verbally rather than structurally. Standards become interpretative rather than defined. Output remains acceptable, but consistency narrows.
Over time, the workshop begins to rely on who is running the machine rather than how the machine is intended to operate.
This is not a criticism of skilled operators. It is a signal that process clarity has not kept pace with capability.

Tooling as a Stabiliser, Not a Consumable
Tooling is often treated simply as something to replace when worn and reorder when stock runs low. In reality, it acts as a stabiliser within the machining process.
Consistent flute geometry produces predictable chip evacuation. Stable cutting characteristics support repeatable edge finish. Controlled wear patterns reduce unexpected variation. When tooling selection is aligned clearly with material type and application, the need for operator specific adjustment decreases.
Standardisation strengthens this further. Clearly defined setup procedures, agreed cutting parameters and consistent tooling choices narrow interpretative space. Skill remains essential, but it operates within a structured framework rather than compensating for ambiguity.
In this context, tooling is not just a consumable cost. It becomes a control mechanism that supports repeatable results across operators and shifts.
Platform Stability Matters
The CNC platform itself also influences how variation appears. A structurally rigid and repeatable system such as the Tekcel EXR 2m x 3m provides motion control stability and depth accuracy that allow defined standards to hold. When the machine behaves predictably across materials and sheet sizes, operators are less likely to make compensatory adjustments.
Consistency at platform level allows process discipline to take effect. Without that stability, even the best documentation can be undermined by mechanical variability.
The objective is not to remove judgement from the shop floor. It is to ensure judgement enhances performance rather than preserves it.

From Individual Skill to Defined Standard
In a mature system, two operators running the same program should produce indistinguishable results. If variation appears whenever shifts change, the issue is not competence. It is system definition.
Strong workshops respond by tightening three areas
• Documented setup protocols
• Standardised tooling selection
• Clear material specific cutting parameters
When these elements align, consistency becomes embedded in the method rather than carried by individuals.
In sectors such as signage, display, joinery and fabrication, repeatability allows quality to scale. When output no longer depends on who presses cycle start, planning becomes easier, onboarding accelerates and performance becomes measurable rather than variable.
If you are questioning whether your existing router is helping or hindering consistency, it may be time to look at platforms designed for structural repeatability. Speak to our team about how Tekcel CNC routers support stable output across operators and materials.
Further Blog Posts
Mar / 2026
Why Two Operators Get Two Different Results on the Same CNC Router
Mar / 2026
The Overlooked Link Between CNC Reliability and Staff Retention

Mar / 2026
Why Some CNC Workshops Underquote Even When Demand Is Strong

Feb / 2026
Rethinking CNC Investment

Feb / 2026
What CNC Shops Miss When They Judge Tooling by Price
Jan / 2026
What 2025 Taught Us About CNC Performance

Jan / 2026
Design Your CNC Process Around the Cutter, Not the Other Way Round
Dec / 2025
The Multi Material CNC Toolkit for Vehicle Converters
