CUSTOMER LOGIN

What CNC Shops Miss When They Judge Tooling by Price
What CNC Shops Miss When They Judge Tooling by Price
In most CNC workshops, tooling decisions start with the purchase price. It is immediate, comparable and easy to justify. It fits neatly into purchasing processes and gives a sense of control at the point of decision.
The limitation is that price only describes the tool at the moment it enters the business, not how it behaves once production begins. Tooling creates cost or value through how reliably it supports a process over time. Those effects sit outside procurement and accounting systems, which is why they are often overlooked.
This is not a mistake. It is a structural blind spot.
The Metric That Actually Matters
Tooling is usually evaluated as a cost per item purchased. In practice, it is experienced as a cost per hour of machine utilisation. The difference between those two perspectives is where many misjudgements originate.
When tooling decisions are framed around unit price, performance variation is absorbed elsewhere in the process. Extra time, added caution or additional steps are treated as operational issues rather than tooling consequences. When decisions are framed around time on the machine, those same effects become visible.
A more useful question than “Which tool is cheaper?” is “Which tool allows this process to run without creating friction elsewhere?” In CNC production, the most expensive outcomes rarely appear as line items.

Why Tooling Issues Are Easy to Miss
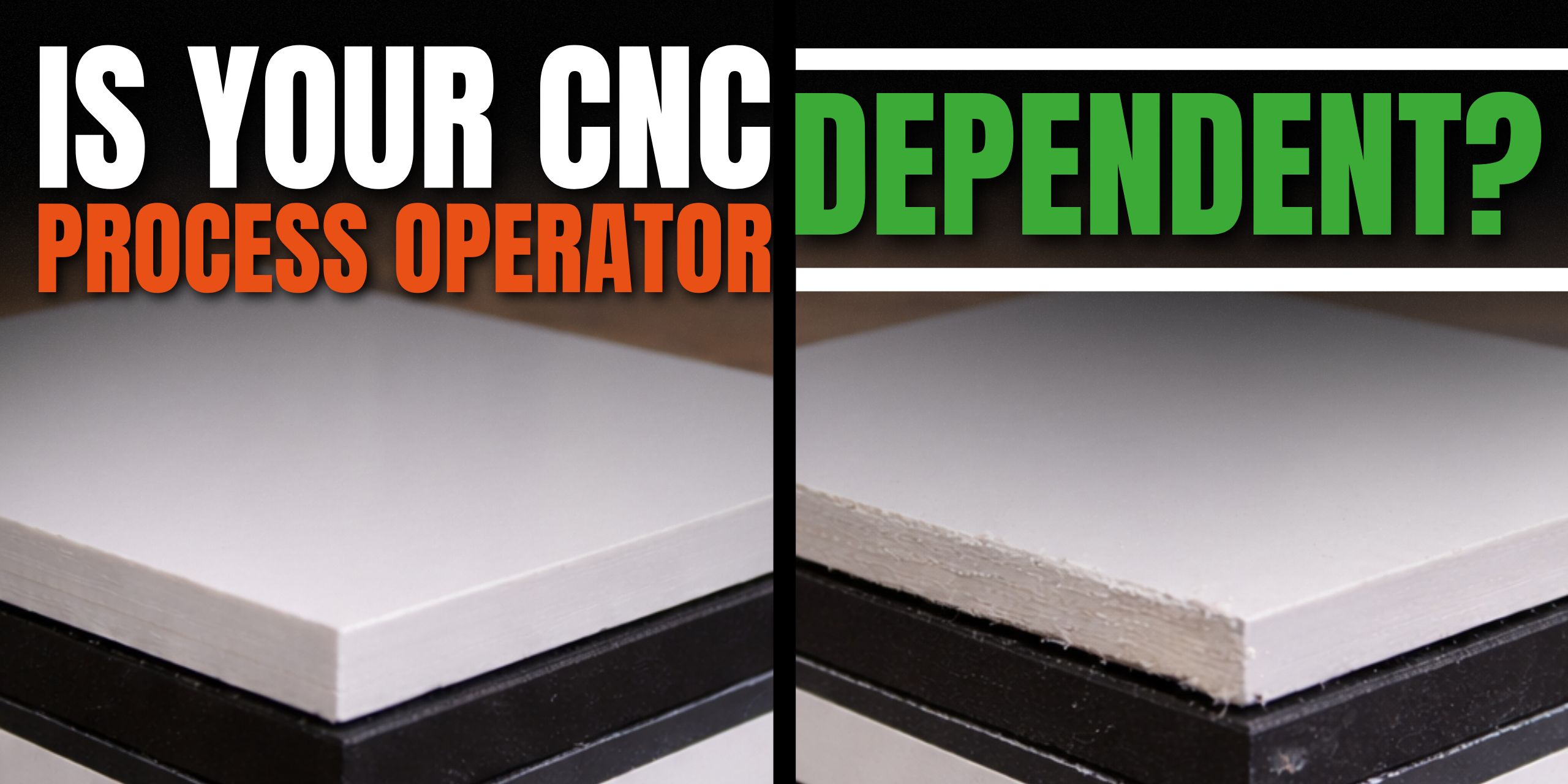
Tooling related issues rarely present as clear failures. Most cutters do not stop a job or trigger an obvious fault. Performance declines incrementally, often below the threshold that would force immediate action.
Edge sharpness degrades. Chip evacuation becomes less reliable. Cut quality shifts just enough to be noticed, not enough to halt production. Work continues and parts remain usable, allowing the underlying cause to pass without challenge.
The absence of failure allows the problem to persist. Without a clear interruption, performance is rarely questioned.
When Replacing a Cutter Does Not Improve Results
Changing the cutter is often the first response when performance slips. It feels contained and logical. Sometimes it delivers an improvement. Other times, the outcome barely shifts.
This usually happens when a new tool is introduced into an unchanged process. Parameters, toolpaths and safety margins developed around the previous cutter carry across without review. The tool changes. The assumptions do not.
When improvement fails to materialise, the cutter takes the blame. In reality, the limitation sits within the inherited process rather than the tool itself.

Tooling Cost Versus Tooling Value
Tooling value appears in behaviour long before it appears in accounting. It influences how confidently jobs are run, how stable parameters remain and how often small adjustments are made to manage perceived risk.
When a cutter performs predictably, jobs are set once and left alone. Feed rates stay consistent. Finishing steps remain controlled. When performance becomes uncertain, the process adapts. Feeds ease back. Extra passes appear. Manual checks creep in. None of these decisions are recorded as tooling cost, yet they directly affect output.
These effects rarely appear immediately. Adjustments made to stay safe often persist long after their original cause has passed. Over time, they reshape the process into something slower and more cautious than intended, without any single decision standing out as the trigger.
Tooling value is better understood as a confidence multiplier rather than a simple cost calculation. A tool that supports stable, repeatable running conditions reduces intervention on the shop floor. Fewer interventions mean less variation. Less variation means fewer hidden losses.
The true cost of tooling is not what it costs to buy, but how much the process must compensate for it.

What Tooling Decisions Reveal About a CNC Operation
Tooling choices often reflect how decisions are made elsewhere in the business. When tooling is judged primarily on purchase price, it signals that performance risk is expected to be managed later in the process rather than prevented earlier through tool and process alignment.
In those environments, variability becomes structural. Processes adapt around limitations instead of challenging them. Tooling is treated as something to work around, not something that defines the boundaries of stable production.
Shops that approach tooling differently recognise that tool quality sets the baseline for what a process can realistically achieve. Consistency at the cutting edge determines how tightly parameters can be held, how repeatable results remain and how much intervention is required once production starts. When tooling is stable, performance shifts prompt a review of assumptions rather than a series of compensations.
This distinction matters more now than it once did. Margins are tighter, skilled labour is harder to secure and customer expectations around finish quality continue to rise while jobs become more varied. In that environment, processes built on compensation struggle to scale. Small inefficiencies no longer disappear into spare capacity. They accumulate quickly.
Ultimately, tooling decisions reveal whether a business focuses on preventing instability or compensating for it.
Support When Tooling Decisions Matter
If you want to take a fresh look at tooling choices, our team is here to help.
Further Blog Posts
Jul / 2026
How CNC cutting is reshaping retail interiors and displays

Jul / 2026
Why short-run structural packaging is becoming a CNC opportunity

Jun / 2026
The case for an ATC router in a metal fabrication shop
Jun / 2026
What makes the Tekcel EXR CNC Router different?
May / 2026
5 signs your CNC setup is making training harder

May / 2026
Where Remakes Really Come From in CNC Supported Joinery

Apr / 2026
Why Material Handling Has Become a Bigger Issue in Modern Sign Production

Mar / 2026
Why Two Operators Get Two Different Results on the Same CNC Router