CUSTOMER LOGIN

What 2025 Taught Us About CNC Performance

What 2025 Taught Us About CNC Performance

By the end of 2025, one thing was clear across CNC workshops of all sizes. Performance issues were rarely caused by machines alone. More often, they came from habits, assumptions and decisions that had quietly become part of everyday working life.
Through installs, service visits, tooling reviews and ongoing conversations with operators and production teams, the same themes surfaced repeatedly. Some workshops struggled with consistency and finishing. Others were limited by throughput or confidence to take on new work. In many cases, the capability was there, but the workflow had not been questioned for some time.
This blog shares a number of recurring lessons we observed throughout the year. Not as instructions or quick fixes, but as insights drawn from real situations where small changes led to meaningful improvements.
Where CNC Performance Issues Really Begin
When performance drops, attention often turns first to the machine. Calibration, wear and maintenance are valid considerations, but last year we repeatedly saw that many issues began much earlier.
In busy workshops, processes evolve to keep production moving. Decisions are made to save time or simplify setup. Over time, those decisions become routine. Manual finishing is accepted. One tool is used across multiple materials. Software features remain untouched because the current approach works well enough.
The problem is that these compromises are rarely revisited. They become invisible. Performance limitations are treated as normal rather than as indicators that something could be improved.
The most effective improvements came from workshops that paused to ask simple questions. Why are we doing it this way? Is this step still necessary? What would happen if we changed it?
Lesson One: Manual Finishing Is Often a Symptom
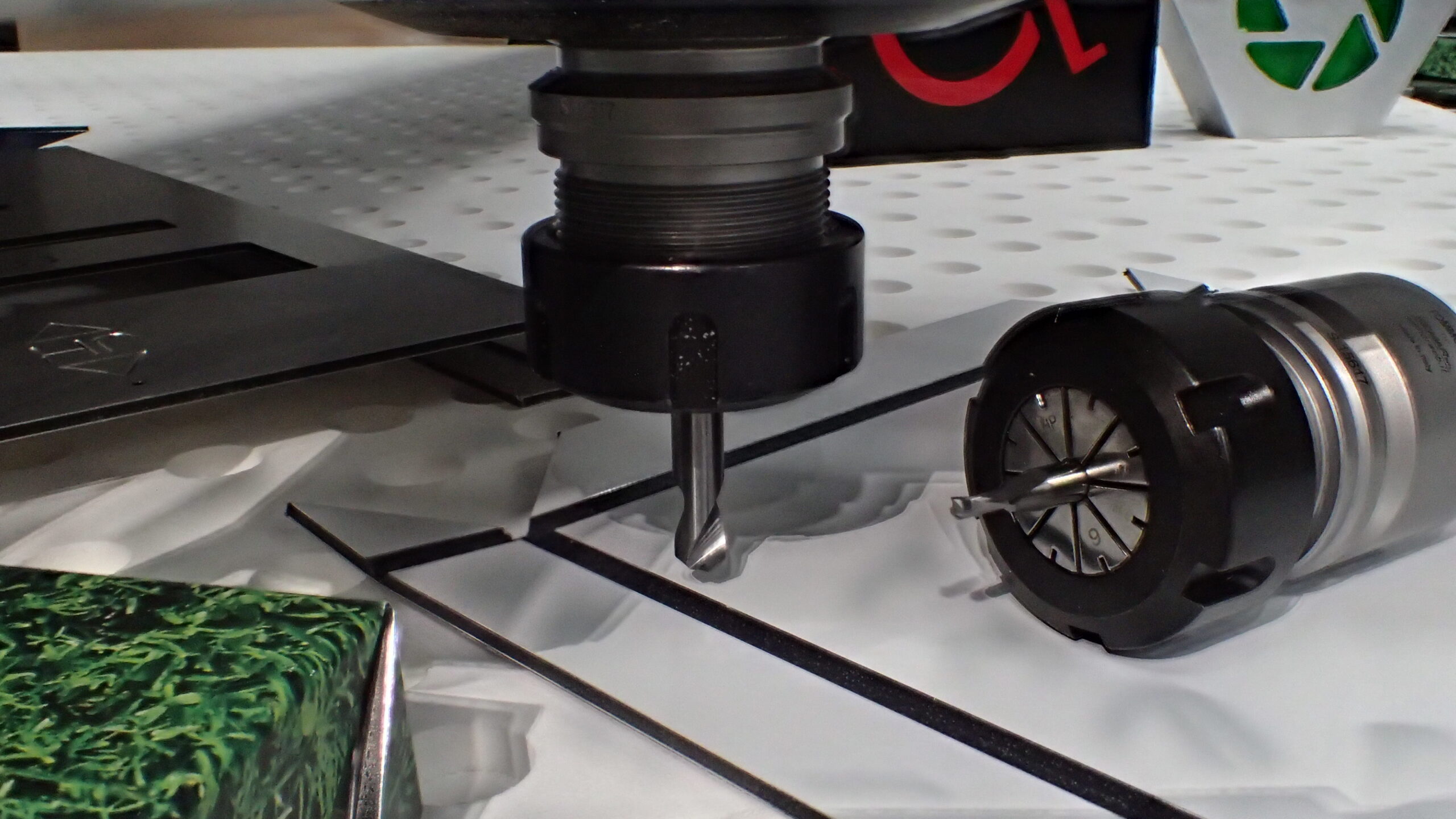
One of the clearest patterns we noticed was how often manual finishing was treated as unavoidable. This was particularly common in workshops machining plastics, polycarbonates and acrylics, where hand finishing had become an accepted part of the process.
In one case, a new customer approached us because significant time was being spent hand finishing routed parts to achieve an acceptable edge. Throughput was limited and skilled labour was tied up, but the process had simply evolved that way over time.
Rather than accepting finishing as fixed, the focus shifted to understanding why it existed. Tooling choices were reviewed with the aim of improving cut quality at source, supported by guidance on how those tools were intended to be run.
The result was a cleaner, more consistent process with no manual finishing required. Although the tooling cost per cutter increased slightly, the workflow became faster, more predictable and easier to scale. The customer also gained confidence to expand their offering, knowing that edge quality was no longer a limiting factor.
The key change here was not the tooling itself, but the decision to question a step that had become accepted.
Lesson Two: One Tool Thinking Limits Growth
Another common theme throughout the year was reliance on a single cutter across multiple applications. Fewer tools mean fewer changes, simpler programming and a familiar process, which makes this approach understandable in busy environments.
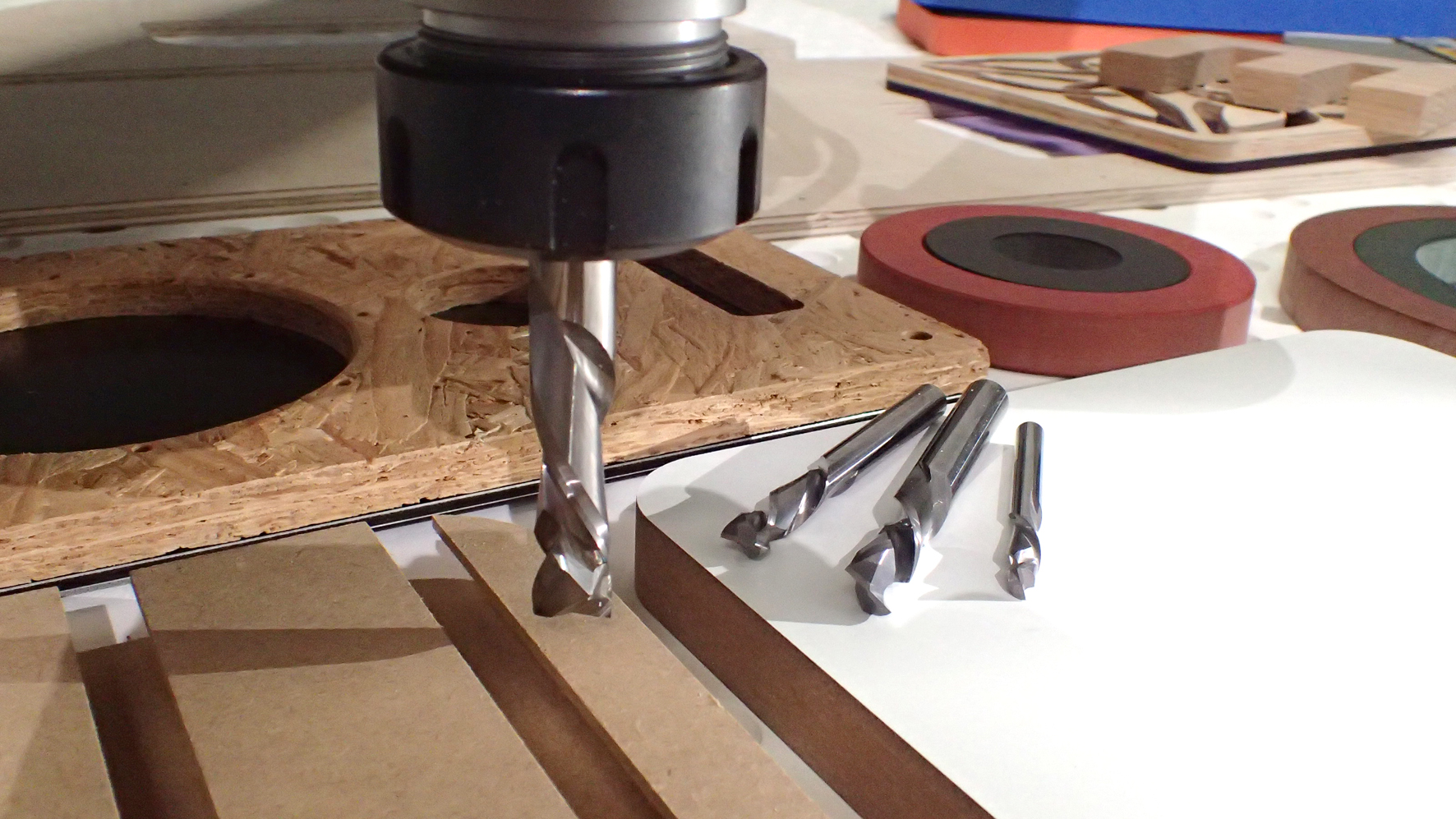
In one long-standing customer workshop machining MDF, a single flute cutter had been used for years. Results were acceptable, but edge quality required attention, and manual finishing was common.
A new operator joined the team and began asking whether MDF could be approached differently. Instead of accepting the existing method, they wanted to explore ways to improve finish quality and consistency.
The decision was made to introduce two flute compression cutters, supported by more deliberate use of CAM software features such as ramping and lead in lead out strategies.
The improvement was immediate. Edge quality increased; top surfaces were cleaner, and manual finishing was removed. Just as importantly, the operator felt competent working with the material and better equipped to take on more demanding work.
This was not about replacing one tool with another. It was about moving away from habit and allowing curiosity and learning to drive improvement.
Lesson Three: Tooling Changes Only Work When Expectations Change
One of the more subtle patterns we observed was the expectation that tooling alone would resolve performance issues. In several cases, new cutters were introduced but delivered limited improvement because the surrounding process remained unchanged.
This often led to disappointment. Not because the tooling was unsuitable, but because it was being asked to perform within a workflow designed for something else.
Performance improved most reliably when tooling changes were treated as part of a wider adjustment. That included how jobs were programmed, how test cuts were approached and how success was measured. When expectations shifted from quick fixes to gradual optimisation, results followed.
The consistent lesson was that tooling is not a standalone solution. It is one part of a system, and the system needs to evolve with it.

What Consistently Improved CNC Performance in 2025
Across these experiences, several consistent patterns emerged.
Workshops that saw the greatest improvements were willing to question long-held assumptions. They revisited processes that had worked for years but were no longer optimal. Manual finishing was treated as a problem to solve rather than a fact of life. Operators were encouraged to understand why tools behaved differently, rather than simply inheriting settings.
These workshops also tended to seek input earlier. Conversations happened before issues became embedded, not after frustration set in. Small adjustments were tested, observed and refined rather than applied blindly.
Individually, these changes were modest. Together, they delivered cleaner finishes, more confident teams and workflows that were easier to sustain and scale.
Turning Experience Into Better Decisions
The biggest lesson from 2025 was that CNC performance is rarely transformed by a single change. It improves when workshops create space to reflect, learn and adapt.
Machines matter. Tooling matters. Software matters. But the most consistent gains came from how those elements were brought together and how willing teams were to challenge familiar ways of working.
If any of the situations described here sound familiar, it may be worth stepping back and considering where small changes could make the greatest difference. Often, the most effective improvements begin with a conversation rather than a purchase.
If you would like to talk through your current setup, explore where performance could be improved or simply sense check an approach, our team is always happy to help.
Further Blog Posts
Jun / 2026
The case for an ATC router in a metal fabrication shop
Jun / 2026
What makes the Tekcel EXR CNC Router different?
May / 2026
5 signs your CNC setup is making training harder

May / 2026
Where Remakes Really Come From in CNC Supported Joinery

Apr / 2026
Why Material Handling Has Become a Bigger Issue in Modern Sign Production

Mar / 2026
Why Two Operators Get Two Different Results on the Same CNC Router
Mar / 2026
The Overlooked Link Between CNC Reliability and Staff Retention

Mar / 2026
Why Some CNC Workshops Underquote Even When Demand Is Strong
